Ingenious and elaborate machinery is used for the production in large quantities of radio receivers. The high degree of precision necessary in this work is achieved by the use of special tools and the most modern methods of assembly
ASSEMBLING LOUDSPEAKERS in a modern radio factory. The assembly lines consist of slowly moving conveyer belts which carry the parts, on which the girls are working, from one end of the shop to the other at a steady speed.
THE radio industry, although it is one of the youngest industries in the world, has undergone incredible developments and changes since its inception. Not many years have elapsed since the manufacture of radio receivers was a laborious business, most of the small parts being made by hand and every receiver being made and tested individually. Quantity production technique had not then invaded the radio industry, which was regarded as highly specialized and too technically intricate for such methods to be successful.
A visit to a modern radio factory makes it obvious at once that the days of slow and laborious hand assembly are gone. Receivers are produced in vast quantities, but the quality has not suffered. The standard of precision is certainly higher now than it ever was, because of the use of expensive and complicated tools and machinery, specifically designed for the purpose of turning out the various parts of a radio receiver.
The E.M.I. factory at Hayes, Middlesex, where Marconiphone receivers are made, turns out a complete receiver “from the raw”. The only components that are not made at the factory are the valves and the small ball bearings used in some of the moving parts. Everything else, from loudspeaker diaphragms down to small bolts and wood screws, is made in the factory from the raw material.
An “exploded” view of a modern radio set is an awe-inspiring sight. The average set must contain at least as many parts as does a modern motor car. The small size of the parts gives the impression that precision work in the highest degree is necessary in the assembly of a set, and that impression is certainly correct, as may be discovered in a visit to a modern factory. It is not possible to start at one end of an assembly line and to follow a collection of small parts along until it emerges as a finished and tested receiver, because nearly all the small parts used in a set are manufactured in different sections of the factory, and are tested separately in their own departments.
On one floor, however, all these finished and tested components are brought together. The bare chassis, as the framework is called, passes slowly along the assembly line, past scores of operators, each of whom has one particular task to perform on the chassis. At the end of this line the chassis of the receiver is complete, and here it meets a finished cabinet coming from its own assembly line.
The process bears a certain resemblance to the methods of flow production used for assembling cars; wheels, radiators, wings and headlamps are replaced by condensers, resistances, loudspeakers and knobs, all arriving at the right place and at the right time.
STAMPING OUT METAL PARTS in a single operation — one of the large-scale processes used in a radio set factory. There are not many large metal components in some modern radio receivers, but sets of the radio-gramophone type necessitate several stamping operations for which large punch presses are used.
The average user of a radio receiver cannot possibly realize the complexity, size and costliness of the machines which assist in its production. Gigantic punch presses are used for turning out steel and aluminium stampings of all sizes and shapes. In one part of the factory may be seen such parts as the tone arms of radio-gramophones; in another the metal frames of the loudspeakers; in another the chassis, bent to the correct shape, with all the necessary holes drilled in the appropriate places.
The amount of metal work in a medium-sized receiver is surprising. The variable condenser alone contains scores of separate parts, all stamped out by special machines, and there must be more than twenty different machines used for assembling these parts to produce the finished article. This particular phase of the work is worth describing in detail.
Speedy Assembling Process
The type of variable condenser used in most modern receivers is known as a three-gang model. It consists of three separate sections, each consisting of the familiar group of fixed and moving vanes. The three sets of moving vanes are all mounted on a common spindle, and the three sets of fixed vanes are held rigidly in a frame, the end plates and the separators between the sections being of heavy gauge metal.
One machine stamps the vanes from the sheet metal; another presses out the end plates; another turns out the “distance pieces” which hold the vanes in their correct position. Ingenious jigs are used for holding certain parts of the condenser while others are fixed to them, and three or four operators work in a given sequence, handing on their partly finished components to the next part of the room, where they meet yet another set of components.
When the condenser has been assembled, it must be tested for short circuits and for its electrical capacity at various settings. Short circuits are corrected by checking the spacing of the vanes, and the capacity, which is tested on a bridge against a standard condenser, is adjusted by bending the specially slotted end vanes.
Finally, leads of the correct length, fitted with the appropriate sheathing, are fitted and soldered on, and the finished condenser is free to pass to the point at which an operator fits it to the chassis. Early radio enthusiasts who have bitter memories of assembling their own variable condensers from about seventy different parts will be pleased to know that the making and testing of a complete three-gang model — at least three times more complicated than the condensers they used to deal with — take only a few minutes with the machinery now used.
The assembly of loudspeakers is an equally fast process, in spite of the multiplicity of parts that go to make the modern moving-coil speaker. The frame, the transformer, the diaphragm bearing the moving coil, the field coil — all are brought together on an assembly line on which the finished product quickly takes shape. All this type of work is done by girls, who become highly skilled in their own particular task and carry it out in a few seconds. An untrained operator would probably fumble with the same task for several minutes without achieving the same degree of accuracy.
TESTING A RECEIVER CHASSIS in an electrically-screened cage, which is connected to earth to eliminate external interference. Completed receivers are checked against a standard, their general performance thus being assessed in one quick operation. Note the extended controls which bring the board on the right within reach of the operator inside the cage.
The conveyer belt — which is in evidence everywhere in the factory — takes the finished loudspeakers to a series of testing booths, where they are rapidly connected up to an amplifier. Into this amplifier is fed a gramophone pick-up which plays a standard record consisting of a frequency scale from 8,000 cycles down to 30 cycles, followed by typical musical extracts.
Throughout this test the loudspeaker being checked is constantly compared, by means of a quick switch-over device, with a “standard” speaker mounted beside it on the baffle board. The reproduction of the frequency scale is a test that would satisfy a scientist, but the musical test is used to give an impression of the loudspeaker’s performance in working conditions. After the satisfactory completion of the tests, the finished speakers pass away to the spot at which they are due to join the line of chassis.
Coils are treated with similar speed, several intricate machines being used for winding them with a degree of accuracy that could not possibly be achieved by hand. Modern coils demand such accuracy, as the condensers which tune them are “ganged” and no individual adjustments are provided for the various tuned circuits. The term coils includes also transformers, of which there are several in a typical receiver. These, too, are machine-wound with astonishing speed. The finished products are tested and sent off to join the chassis.
All these various parts are so often seen in the final stages, “going off to join the chassis”, that after a time it becomes almost impossible to believe that so many different parts are concealed behind the panel of the finished receiver. They are all there, however, with many others that are not seen in a normal tour of the factory.
It is interesting, after having seen the manufacture of these components, to go back to an earlier stage and watch the manufacture of the individual parts from which the components are built up.
One whole floor is given up to lathes, many of which are of the automatic variety and perform four or five operations in a regular sequence without any attention or manual work whatever.
Stampings of Small Parts
Screw-cutting lathes produce round-headed bolts from steel rod; other types produce large steel bushes with a flange of some particular design required for a special purpose; and such components as the metal shafts of volume controls and wave-change switches seem to take shape from the raw material in a few seconds.
An excellent example of the perfection to which the art of stamping has been brought is afforded by one particular component —one of the smallest of them all. This is the tiny socket into which one leg of a valve fits. A valve-holder is a small plate of bakelite or some other plastic material, into which the appropriate number of these small sockets has been fitted. Each socket has a short cylindrical section to grip the pin of the valve, a small projection to clip it to the bakelite and one or more soldering tags. Its shape is, therefore, extremely irregular and somewhat complex. Yet this small part is stamped out from a thin strip of sheet metal in one single punching operation.
RECEIVER CHASSIS being assembled on a belt conveyer. The chassis are mounted in frames, to give greater rigidity and to facilitate wiring operations in difficult positions. Each girl in the line has one definite operation to perform, and the finished receiver is gradually built up from a bare metal frame. Electric soldering irons and automatic spanners and screwdrivers are used.
In a section of the factory adjacent to the punch presses are the casehardening plant and the sandblasting equipment. Sandblasting is used for chassis and for such small metal parts as the covers of gramophone pick-ups, which are given an extremely fine matt finish by this means before being painted. The operation is carried out in cabinets, through the front of which the article to be treated is inserted, the sandblast being directed on it from the sides. Leather flaps to the front slots and glass windows for inspection provide adequate protection for the eyes of the operator.
From the visitor’s point of view, the assembly of the chassis is perhaps the most interesting part of the work in the factory. Important features are the way in which each worker specializes in one particular operation, and the speed with which the chassis builds up from a metal stamping into a finished radio receiver.
Everyone who has gone in for home construction of radio sets knows that the wiring is perfectly simple if it is tackled in the right order, but exceedingly difficult or even impossible if the wrong sequence is attempted.
In the quantity production of a receiver, this sequence has been worked out to the minutest detail. Those wires which would be difficult to fix in place at a later stage of construction may be dealt with easily at the start, before they are obscured by other wiring or by small components mounted near to them.
Down the long row of girls passes the chassis, and each girl has one or two specific operations to carry out. The valve-holders are ready mounted on the chassis when it arrives at the beginning of the line. The first worker may have to solder two short wires in place; the second to mount some small component; the third to put in one or two more wires. So the chassis continues to move, acquiring here a batch of small resistances, here some fixed condensers; farther on, perhaps, a variable condenser and the coils; transformers arrive and go into place; the loudspeaker is mounted in its appropriate position.
The tuning scale is fixed; the knobs are placed on the spindles. At the end of every minute a bell rings and the chassis must be passed on to the next worker. This system is used because it is impossible to arrange for every operation to take exactly the same time. Some of the workers finish their particular task before their neighbours are ready to pass on their chassis and to receive the next; and those that finish first wait for the bell.
Spot Welding and Riveting
An interesting feature is a large visual indicator, round which a hand is constantly moving. Every worker can see at a glance how much time is left before the bell rings and the inevitably moving stream passes on.
While this work is being carried out on them, the chassis are mounted in rigid metal frames of special shape. These frames not only facilitate the passing of the chassis from one worker to the next — the chassis become quite heavy as they near the end of the line — but also serve as a protection.
A chassis may be turned over into any position without the risk of crushing or displacing any of the delicate parts mounted upon it. Some of the girls have to work on the upper side of the chassis, some on the lower; some of the wires may have to be inserted at a particular angle from the side. All these tasks can be carried out in the quickest possible time, as the chassis may be turned over on its side, placed upside down on the bench, or even stood on a corner for a moment.
An insight into the care taken over small details is afforded by the wiring operations. The length and shape of every single wire on the chassis is decided when the chassis first goes into regular production, and special machines turn out the necessary quantities of these short lengths of wire, all cut to the exact length, bent at right angles where this is necessary to clear other wiring or components, and fitted with a length of insulating sleeving which leaves just the necessary amount of bare wire at either end for soldering to the tags of the components. Electric soldering irons and resin-cored solder make the soldering operations a matter of a mere touch.
METAL SCREENS AND CHASSIS being stamped out in large numbers by a line of punch presses. The average owner of a radio receiver may not realize how much costly and complex machinery is used for making the countless small units of which the modern set is built up. Bending, cutting and drilling of small metal parts are all carried out in a single operation.
The radio receiver of earlier years was often a mass of small nuts and bolts; the modern receiver is an exhibition of spot welding and riveting. Special vibratory machines are used for inserting small rivets, which are placed in their recesses or holes and subjected to a rapid succession of blows by a light hammer attached to a specially shaped armature. Spot welding is used extensively on the chassis and in many of the metal parts. The rigidity of the finished product is incomparably better than that of the old receivers which were bolted together by hand.
When the line of chassis has reached the point at which the last operation of all is carried out, each chassis undergoes several tests. Quality of reproduction, accuracy of calibration and several smaller points are all carefully checked against standards, and when the chassis are finally passed, they meet the stream of cabinets, brought by conveyer from another part of the factory.
The public demands higher quality in cabinet work than ever before, and the finish of modern radio cabinets certainly is amazingly good. In the woodwork shops many ingenious labour-saving devices are used, although it must not be imagined that the cabinets are mass-produced.
The wood is kept in a great store for a specified period of time, after which it is brought to the shop and cut into the various panels that go to make a receiver or radio-gramophone cabinet.
Such operations as sand-papering are carried out by machinery — an endless belt of sand-paper runs over two rollers and is depressed and brought into contact with the wood by a special appliance held by the operator engaged on this section of the work.
Holes are drilled by electric drills, and the wooden panels are held in the correct positions by heavy wooden jigs. Mechanical screwdrivers come into action and place the screws in the holes, which are already countersunk to receive them. At a later stage the screwheads are covered over and hidden.
Roller Conveyers for Cabinets
Staining and polishing, the insertion of ornamental frets for loudspeakers, the provision of feet or castors — all these operations are carried out at various stages of the cabinets’ travel along their conveyer.
The type of conveyer used for handling such large units as cabinets is interesting. No mechanical means of propulsion is used, but the conveyer consists merely of a long runway “paved” with rollers mounted on ball-bearings. Cabinets are therefore pushed about by man-power, but scarcely any effort is necessary to move a heavy piece of furniture from one end of a shop to the other.
Production of radio receivers in large quantities has been made possible only by the modern tendency to concentrate on a number of standard chassis. A large firm may market twenty different types of receiver, but there may be only three different chassis. One type of chassis may serve in a small table model, a larger console model, a radio-gramophone, and an automatic record-changing radio-gramophone.
A great amount of research is necessary before that chassis can be produced with the conviction that it is sufficiently good to form the basis of the new season’s model. Once the chassis has been perfected, however, it goes into regular production.
It is interesting to see how even the field of radio is being invaded by methods of production which have, until fairly recently, been confined to much less complicated products or to larger units.
Modern refinements have made the radio receiver far more intricate than its hand-made counterpart of seven or eight years ago, but modern quantity production methods are well equipped to cope with such developments.
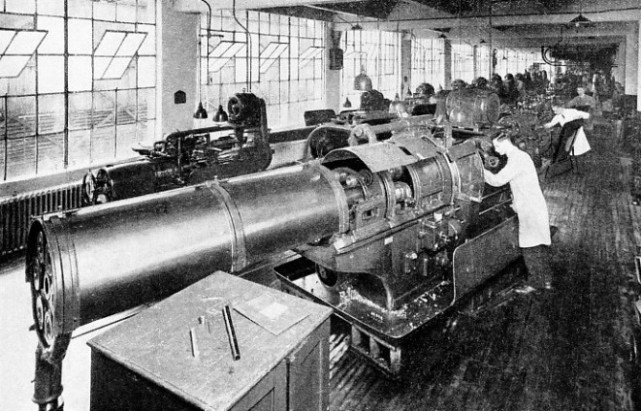
AUTOMATIC LATHES are used for turning out bolts, bushes, spindles and many other small components. Some of these huge automatic lathes perform four or five different processes in a regular sequence without any manual attention whatever.






 On one floor, however, all these finished and tested components are brought together. The bare chassis, as the framework is called, passes slowly along the assembly line, past scores of operators, each of whom has one particular task to perform on the chassis. At the end of this line the chassis of the receiver is complete, and here it meets a finished cabinet coming from its own assembly line.
On one floor, however, all these finished and tested components are brought together. The bare chassis, as the framework is called, passes slowly along the assembly line, past scores of operators, each of whom has one particular task to perform on the chassis. At the end of this line the chassis of the receiver is complete, and here it meets a finished cabinet coming from its own assembly line. he assembly of loudspeakers is an equally fast process, in spite of the multiplicity of parts that go to make the modern moving-
he assembly of loudspeakers is an equally fast process, in spite of the multiplicity of parts that go to make the modern moving-