
© Wonders of World Engineering 2014-




Part 23
Part 23 of Wonders of World Engineering was published on Tuesday 3rd August 1937, price 7d.
Part 23 includes a colour plate showing a Pelton Wheel. It formed part of the article on The Pelton Wheel. The colour plate was also used as the cover design for this part.
The Cover
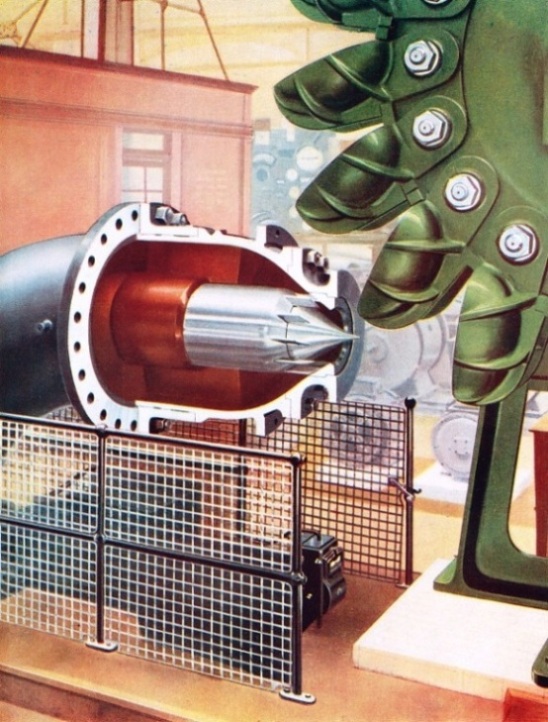
This week’s cover shows a Pelton Wheel, one of the several types of turbine now used for converting the energy of falling water into electrical energy. The photograph shows the jet and the buckets into which it directs the water.
The cover design was also used for the colour plate in this issue.

Contents of Part 23
Oil Refining in Iran (Part 2)
The story of the largest and most modern oil refinery in the Eastern Hemisphere. The chapter is concluded from part 22.
The Pelton Wheel
OF the several types of turbine now converting the energy of falling water into electrical energy all over the world, the Pelton wheel, so called after its inventor, most nearly resembles the old-fashioned water wheel in that it consists of a number of buckets arranged in a circle round the shaft which is to be driven. The Pelton wheel is driven round by the impact of a powerful jet of water striking the buckets which come successively into line with it as the wheel turns. This is the fourteenth article in the series on Modern Engineering Practice.
The Pelton Wheel (colour plate)
Contents of Part 23 (continued)
Making Giant Propellers
This chapter describes the making of huge propellers for such great ocean liners at the Queen Mary and the Normandie. Propellers for ships such as these may weigh as much as 35 tons each, yet their manufacture calls for the most extreme degrees of accuracy and precision. Special machines have been invented to carry out the finishing processes and in this chapter a unique machine used in a foundry in Charlton, Kent, for the operation of machining the working face of the propeller is described. This is the sixth article in the series on the Romance of Industry.
Lifts and Escalators
This chapter describes the operation of various types of elevator, electric and hydraulic. It also deals with escalators, which are such a feature of underground railway stations and of many large stores in London. London is famous for its escalators and New York for its elevators, although there are many examples of both in either city. The speed of the elevators in modern buildings is remarkable. Fifty-eight of the passenger elevators in the Empire State Building run at speeds ranging between 1,000 and 1,200 feet a minute.
London’s Riverside Highways
One of the most famous thoroughfares in the world is built on land reclaimed from the River Thames. Known to Londoners as the Embankment, this thoroughfare includes the Victoria Embankment on the north, and the shorter Albert Embankment on the south bank of the Thames. One of the largest works of this nature was opened to the public as long ago as 1870. This was the Victoria Embankment, which created an invaluable new highway in the heart of London. This outstanding work and the companion Albert Embankment is described in this chapter.
British Empire’s Longest Tunnel (Part 1)
The east and west coasts of South Island, New Zealand, are linked by the Otira Tunnel, which took fifteen years to build through the Southern Alps, and cost £1,500,000. The tunnel is more than five miles long and its summit is 2,435 feet above sea level. This chapter is concluded in part 24. It is the sixth article in the series Below the Surface.
The Pelton Wheel
THE PELTON WHEEL is one of the several types of turbine that convert the energy of falling water into electrical energy. A powerful jet of water is directed through a circular nozzle by a needle valve into the buckets of the wheel. The wheel is shown here without its casing and the nozzle casing is cut away to show its construction. This turbine, designed for a power station in India, works at a speed of 375 revolutions a minute with a head of 1,630 feet of water.
(Facing page 662)