The manufacture of pneumatic tyres is a huge industry in which every stage of the conversion from raw rubber to finished tyre is carried out by complex and ingenious machinery
MOULDING INNER TUBES. The moulds are hollow chambers through which steam is continually circulating. After the tube has been fitted in a mould, the closing of the mould causes a series of automatic controls to come into action, regulating temperature and pressure. At the end of a specified time the mould opens automatically.
THE engineer does not always think in terms of steel and concrete. There are times when his attention is concentrated on vegetable products. One of the greatest boons to the transport engineer — the pneumatic tyre — is a combination of two such products, cotton and rubber.
The manufacture of pneumatic tyres is a gigantic industry; for, although the life of the modern tyre is long, it is essentially a consumable product and one for which there is always a great demand. The largest tyre factory in Great Britain — Fort Dunlop at Erdington, Birmingham — employs a staff of more than 7,000 workers.
In such a factory may be seen some of the most interesting and ingenious machinery known to industry, for the manufacture of the modern tyre is a complex operation and one that necessitates the co-ordination of several entirely different processes. The raw products received at the factory are rubber, in the form of “crepe” or “smoked sheet”, and cotton, in the form of cabled cord specially prepared for the purpose of tyre making. The rubber is prepared on the plantations in the form of thin sheets: These are compressed for packing purposes, and when they arrive at the factory they form an almost solid block of rubber.
The packing is removed, and each block of rubber is immediately divided into several parts by a huge star-shaped knife, against which the blocks of rubber are forced by hydraulic pressure. Each of the sections cut from one block is placed in a separate bin, to be joined by a section cut from the next block. This process continues until the bins are full and each bin contains a sample of rubber from at least sixteen different consignments. Thus the rubber from many different cases is mixed together to ensure uniformity in the finished product.
In the unlikely event of one batch of rubber having peculiar characteristics of its own, this particular batch will have been mixed and blended with many more before it is finally prepared for the making of the finished tyre.
Raw rubber is next put through a process known as “mastication” between large steel rollers. By this means it is reduced to a soft and plastic state, ready to be mixed with the other ingredients required to give it the particular physical properties necessary for the task which it will finally have to perform.
Laboratories are constantly at work, investigating the art of rubber compounding and its relation to the nature of the finished product. As a fine compound produced in a laboratory could be ruined by faulty mixing in the factory, mixing operations have to be carried out by special methods which prevent such a possibility.
The ingredients mixed with the raw rubber are of many kinds. Some are reinforcing and toughening agents, some are softeners, some are vulcanizing agents, and others are merely introduced as colouring matter. These materials are generally introduced in the form of a fine powder which, if inadequately mixed, would form into little groups or agglomerates. A double mixing process is used as a safeguard against this possibility. Between the two operations the compound is cooled to normal temperature; a single mixing process will produce a 92 per cent dispersion of the added materials, and the second operation will increase the degree of dispersion up to 99.5 per cent.
Some of the most modern mixing mills may deal with a batch of rubber weighing 800 lb., and may produce 100,000 lb. of rubber compound in a day. At Fort Dunlop the second half of the mixing operation is carried out in a single machine which, however, really comprises two machines used simultaneously. They are connected by a continuous conveyer which carries the compound backwards and forwards between the two mills. This process, which is kept up for a fixed time, is entirely automatic.
Production of “Weftless” Fabric
The ingredients, ready mixed, are weighed with scrupulous care and added to a batch of raw “masticated” rubber of known weight. As a check on the accuracy of this operation, and on the efficiency of the mixing, a sample is cut from every single batch of mixed compound and sent by pneumatic tube to a laboratory. The batch of compound concerned is held up until the arrival of
a pass-out warrant from this laboratory, after which it is released for the next stage of the tyre-making process.
As the foremost essential of a tyre is its safety factor, the casing or foundation of the tyre is regarded as an important part. Tyre users expect the longest possible life from their treads, but the casing must be able to outlive the longest wearing tread devised.
The preparation of the fabric of which the casing is made is one of the most interesting stages in the making of a tyre. Cabled cord, made by a special process from selected Egyptian cotton, is wound on to bobbins or “cheeses”, each of which contains some six miles of the cord. More than two thousand of these cheeses are assembled in a huge creel machine from which the cords are drawn, each one separately and equally tensioned.
These two thousand cords are brought together, spaced roughly twenty-five to the inch, and occupying a width of about 70 inches, into a machine known as a calender. The work of this machine is to surround the cords with a film of specially compounded rubber in such a way that each cord is completely insulated from its neighbour, friction between the adjacent cords being eliminated by this means.
As the compound fabric is fed from the calender, sensitive weighing instruments give a continuous indication of the thickness of the rubber, which can be controlled to within half a thousandth of an inch.
The whole object of this chain of operations is the production of a “weftless” fabric — one in which there are no transverse threads, all the cords running longitudinally and parallel to one another. All the cords are equal in quality, elasticity, weight and tension, and also in the amount of rubber compound which binds them together and insulates them one from another.
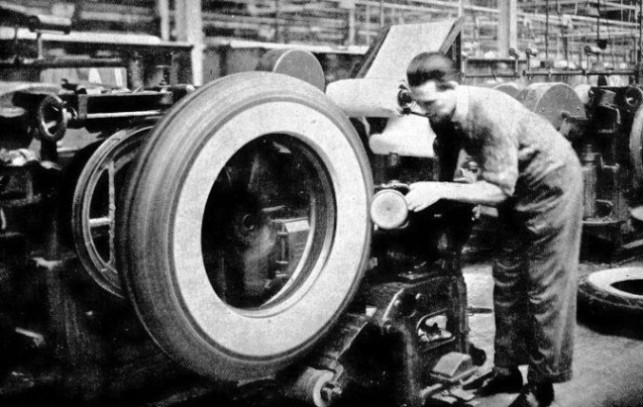
CUTTING FABRIC FOR OUTER COVERS. The huge machine in the illustration is set to the required dimensions and cuts strips of the correct angle and width without variation. The sheet of cord fabric is fed forward to the required position for cutting, and the long diagonal knife comes into action. The individual strips are rolled between “liners” which prevent the fabric from sticking together.
The uniformity of the cord is a matter of such importance that the section of the factory in which this fabric is made is equipped with air-conditioning apparatus which keeps the temperature and the moisture of the atmosphere at a constant level. The casing is made from several plies of this fabric, which is cut into strips. The fabric issues from the calender in a continuous strip some six feet wide, and it is immediately cut into smaller strips by an automatic knife which is set diagonally. These smaller strips are rolled up in special lining material which prevents the “tacky” rubber from sticking to itself, and the rolls are passed along the factory for the tyre-building operation.
In the building of an outer cover some fifteen components are used. These include the plies of fabric, the beads of inextensible wire, the breaker strip which separates the tread from the casing and the tread itself.
The fabric strips received from the cutting machine are assembled to form the casing of the tyre. They are laid in opposite directions, so that the cords cross diagonally. The angle of the “bias” at which these cords are laid is important; it has to be determined with great accuracy, which must thereafter be reproduced right through the assembling process.
An ordinary motor car cover is generally of the six-ply variety. Six plies are assembled' on the former of a special machine, and the beads, the breaker strip, the tread and the other components are all added while the embryo tyre is mounted on this cylindrical former. By an ingenious arrangement, the former is collapsible; as soon as the raw outer cover has been completed the operator presses a lever which collapses the former and allows the tyre to be easily removed from it.
The operation of building a tyre is a matter of assembly. The various components are made in different parts of the factory, and are delivered by the belt and overhead conveyers to the machines on which the operators are building up the raw covers.
Ingenious Cutting Machines
Even in the section of the factory where the raw rubber and the powdered ingredients are being mixed, the conveyer is in evidence everywhere. When a particular operation generates heat, and it is necessary that the rubber should be cool before the next stage of the process, it is often desirable that the cooling should be slow. Here is another use for the conveyer. The sheets or stacks of rubber are hung on the moving units and “taken for a ride” round the factory. One of the striking features of a tyre factory in production is that it is almost impossible to see any material that is stationary, except the finished article.
The thick tread is made by forcing compounded rubber, by the action of an internal screw, through a heated die of special shape. After the tread has emerged from this machine, it passes through a long tank filled with cooling water; then it is dried and passed along a table on which is an automatic cutter which cuts it into strips of the required length.
Many ingenious machines are used for such purposes as this. One type in common use has a friction stop against which the forward edge of the continuous tread is made to bear. As it makes contact the cutting knife, farther back along the tread, descends. The cut strip is removed, and a new edge advances along the table towards the friction stop for the process to be repeated indefinitely.
MASTICATING MILL, in which raw rubber is worked between large steel rollers until it is reduced to a soft and plastic condition. In the state in which the rubber is seen below the roller, it is possible to mix it with various chemical agents which give it the properties required for the several uses to which it may be put.
The bead for an outer cover is made from a coil consisting of a number of turns of copper-plated steel wire. This wire is cut to the right length within fine limits of accuracy, after which the two loose ends are joined, either by twisting and soldering or by butt-welding. The final coil of wire is then covered with rubber tape so that it forms a robust hoop. When the cover has been built, two of these hoops are fixed in position by strips of rubber compound, and after the final moulding operations the bead forms an invisible but none the less important part of the tyre.
The raw outer cover resembles a shallow barrel in shape, without top or bottom. In the centre of the cylinder is the bulge of the tread, and on either side is the thinner portion which is, later, to be moulded into the familiar horse-shoe section of the modern cover.
The raw cover is placed in a specially designed mould, and inside it is a thick type of inner tube known as an air bag. The cover and the airbag are dropped into the mould, and a compressed air supply is connected to the airbag.
The airbag is inflated to a predetermined pressure, at which it is continuously kept. Pressure and temperature combine to shape the cover correctly, after which it is ready to receive the tread pattern.
This necessitates another moulding operation in which the airbag is used. The mould consists this time of a hollow chamber through which steam is continuously circulated, and the cover remains in this mould for a predetermined time. The mould is closed by a hydraulic ram and, when the allotted time for vulcanization has expired, a red lamp operated from the control room signals to the operator that the mould may be opened. Before this can be done the pressure in the airbag must be released. After the tyre has been extracted from the mould the airbag is extracted, and the cover is passed on for the finishing process.
Many superfluous fins of rubber are left on the cover, which otherwise resembles a finished product. These fins are trimmed off, and an attractive finish is given by a spray-painting process.
Covers are tested for balance; this balancing operation is carried out by mounting the covers horizontally on special wheels which are balanced with micrometer accuracy. The point at which the tyre is lightest in weight is marked with a spot which, at a later operation, is painted on with a stencilling device. When this tyre is mounted on the wheel of a car, the valve of the inner tube is fitted at this light portion to obtain the most accurate balance.
When the various distinctive marks have been painted on the tyre — these operations being carried out with stencil plates and spray guns — the tyre is wrapped with paper. Even this operation necessitates the use of a highly complicated piece of machinery. Finally the wrapped cover is dropped on to a belt conveyer on which it travels for several hundred yards to the stores.
Giant covers for commercial vehicles, buses and aeroplanes are built by methods similar to those used for ordinary motor car covers. There is rather more hand work involved, however, and their construction is more robust and somewhat more complicated. A medium-sized giant cover has sixty component parts and one of the largest may have more than a hundred.
The fabric is cut in a way similar to that used for smaller covers, but much larger strips of it are used. They are made up into endless bands of the correct length and are assembled on a cylindrical former. As each pair of plies is laid on the former, an ingenious piece of apparatus, with two rotating disks, rolls the edges down into shape, smoothly and without creasing.
MOULDING A BUILT-UP OUTER COVER. A thick type of inner tube known as an airbag is inserted in the cover. The airbag is connected to an external supply of compressed air, a predetermined amount of which is admitted when the mould is closed. Temperature is automatically regulated, and electrical contacts operate signals in the control room when the requisite time has expired.
These giant covers are moulded in “autoclaves”, resembling huge boilers in which a hydraulic ram moves vertically. Thick inner tubes, known this time as waterbags, are inserted in the covers and are filled with hot water. The covers are then placed in their moulds and are carried by conveyer to an autoclave, which holds some fifteen of these moulds. When the cured covers have emerged, with the tread pattern moulded, they are finished, painted and wrapped, and sent off to the stores by conveyers.
The manufacture of inner tubes is an entirely separate process from cover-building, and is just as important in its own way. The best of covers is useless without a reliable inner tube which will keep inflated at the right pressure to give the cover the long life that is demanded of it.
For the making of inner tubes, the manufacturers use compounded rubber, which will give a soft and elastic product. As the thickness of the tube wall is relatively small, it is of the utmost importance that no particles of grit or other foreign matter should be embedded in it. For this reason the rubber used for inner tubes is subjected to a refining process. Rubber is such a strange material that several surprising things may be done to it, and the refining is carried out by forcing the rubber, under pressure, through a fine mesh which has 2,500 orifices to the square inch. This is considered to be one of the most effective processes known. After compounding, the mixed rubber passes to other machines from which it is extruded in the form of a continuous tube.
Inner Tubes in Testing Tank
A specially prepared die controls the shape in which the rubber is extruded, and finely powdered chalk is continuously blown into the centre of the tube to prevent the inner surfaces from sticking together. As the tube emerges from the forcing machine it is cut off by automatic apparatus into lengths which depend upon the size of tube on which manufacture is concentrated at the time.
In what is almost one continuous operation the holes for the air-valves are stamped in the tubes, the valves are inserted, and the tubes are cut accurately to length by an electrically heated knife.
The two ends are then butt-joined together by an interesting process which is the equivalent of butt welding ; the ends are forced together and heated and, rubber being such a tractable material, a perfect joint is the result.
Next the tubes are moulded to the correct shape in individual moulds consisting of hollow chambers through which steam is circulated. The tubes are inflated to a predetermined pressure while this operation is carried out, and once the mould has been closed a series of automatic controls takes charge. At the end of a specified time the mould opens automatically and the tubes are ready for testing.
The testing tank is a marvel of ingenuity. A series of arms rotates in the manner of the spokes of a wheel. The centre is so arranged that for about one-third of a complete revolution these arms are beneath the surface of the water in a large circular tank. Each arm carries a pair of bobbins, over which an inflated inner tube is placed. As the arm sinks beneath the surface of the water the bobbins move apart and stretch the tube which is mounted on them. As the air pressure which can be carried by an inner tube when it is unsupported by an outer cover is relatively small, this stretching operation is used to give the effect of the high pressure which will be used in the tyre in normal working conditions. Observers round the tank scrutinize a the tubes as they come slowly round under water. The slightest leak is shown by a string of rising bubbles and, should these be seen, the number of the arm bearing the faulty tube is noted and a signal button bearing that number is pressed. The tube concerned is promptly rejected when it reaches the operator at the other side of the tank.
OUTER COVER BEING BUILT UP from its component parts — fabric plies, tread, breaker strip and beaded edges. The breaker strip separates the tread from the casing. The former on which the cover is built up is collapsible, so that the assembled cover may be easily lifted from it when the building operations are finished.
Tubes that pass this test are forcibly exhausted of air on a vacuum “sucker”, after which they pass along a conveyer to be dried, folded, wrapped in paper with french chalk and packed in the cartons in which they are finally sold to the public. The making of an inner tube is an amazingly fast process, but testing and checking operations are so frequent that the possibility of a faulty tube finding its way to a dealer or a customer is remote.
Inner tubes vary in size from bicycle tubes to the giant balloons used on air liners. Some of these giant tubes may be more than 6 feet across, the diameter of the tube itself being as much as 2 feet when it is fully inflated.
At every stage of tyre making the products are carefully scrutinized for all kinds of faults, but this is not considered sufficient safeguard against possible variations in quality. A testing department therefore picks out specimens at random.
In the Test House at Fort Dunlop, tyres of all kinds are tested to destruction. Machines of all types are used, their load capacities varying from 10 tons downwards. Thus the largest tyre made for heavy vehicles can be tested at 100 per cent overload just as easily as can a cycle or wheelbarrow tyre. By such means as this it is possible to draw comparisons between one type of tyre and another without putting them on the road at all.
One testing device is a rotary drum machine, the drum of which can be loaded by weights on a beam, thus altering the leverage on the tyre being tested.
The drum is revolved at high speed and drives the tyre, which is mounted on a wheel, by friction. In some instances a horizontal slat or projection may be bolted to the face of the drum, so that the tyre is subjected to a regular series of blows. In this way the effect of driving over a bumpy road may be simulated.
Tyre Research on the Road
A larger piece of apparatus is known as a rotary track machine. The wheel and tyre are mounted at the end of a double beam and are suitably sprung. The other end of the beam is loaded, and an electric motor rotates the whole assembly at high speed so that the tyre runs round a circular concrete track. The track over which the tyre runs may be covered with sharp stones or with obstacles of suitable shape to cause what are known as concussion fractures. A continuous kerb is also provided so that one edge of the tyre may be made to rub along it. The effect of this is to attempt to tear the sidewall away from the casing.
At Fort Dunlop the machine shop is an engineering factory in itself. In this great building 500 highly skilled men are at work on the manufacture and maintenance of moulds, process machinery and equipment of every kind. A laboratory is maintained for the express purpose of testing rubber compounds, and this laboratory includes a small experimental factory in which the full process of production may be carried out in miniature. In the laboratory are machines and apparatus for determining the resistance of rubber compounds to abrasion, cutting, tearing ageing, cracking, stretching and the generation of internal heat.
Tyre research does not end in the factory. Fleets of cars are fitted with different types of tyres and driven over a fixed course at a fixed speed. Vibrations of the cars are graphically recorded and the effect of different tread patterns, the flexibility of the cords used, the number of plies in the casing and the angle at which they are set to one another are recorded also.
Resistance to skidding is determined on a specially designed skidding track. Braking and cornering tests can be carried out with cars and tyres of all kinds.
Test drivers sometimes cover as much as 20,000 miles in seven or eight weeks, such a mileage being regarded as sufficient to give reliable information on two sets of tyres.
A “GIANT” COVER on the revolving former of a machine. The disk in the operator’s hands is one of a pair which roll the fabric down into shape and prevent it from puckering. The raw cover is removed from this machine to undergo the moulding process, which, for giant covers, is carried out in huge containers in which a hydraulic ram moves vertically.






 ents give a continuous indication of the thickness of the rubber, which can be controlled to within half a thousandth of an inch.
ents give a continuous indication of the thickness of the rubber, which can be controlled to within half a thousandth of an inch.
 Giant covers for commercial vehicles, buses and aeroplanes are built by methods similar to those used for ordinary motor car covers. There is rather more hand work involved, however, and their construction is more robust and somewhat more complicated. A medium-
Giant covers for commercial vehicles, buses and aeroplanes are built by methods similar to those used for ordinary motor car covers. There is rather more hand work involved, however, and their construction is more robust and somewhat more complicated. A medium- The testing tank is a marvel of ingenuity. A series of arms rotates in the manner of the spokes of a wheel. The centre is so arranged that for about one-
The testing tank is a marvel of ingenuity. A series of arms rotates in the manner of the spokes of a wheel. The centre is so arranged that for about one-