From the thousands of tons of shale which are mined and reported in Scotland every year, numerous products are extracted, including such valuable commodities as motor spirit, naptha, paraffin wax and ammonium sulphate
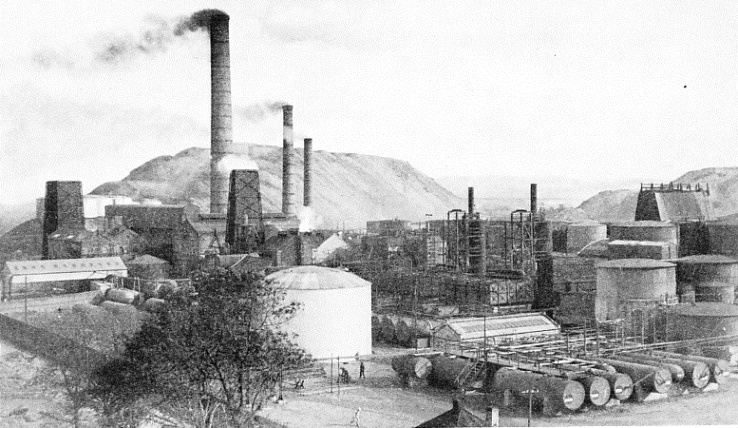
THE REFINERY at Pumpherston, Midlothian, deals with all the oil produced from Scottish shale. Crude oil and light spirit from the retorts are discharged into storage tanks on arrival at Pumpherston. From these tanks the oil passes through stills which extract various products in successive stages. Motor spirit is distilled under pressure in fractionating columns.
SHALES are laminated deposits of clay which vary considerably in appearance and composition, and grade insensibly into coal, sandstones and limestones. They are found in all geological epochs from the Cambrian to the Tertiary. Bituminous shales or oil shales, which contain certain forms of plant remains, are valuable sources of petroleum, and exist in considerable quantities in parts of Scotland.
As far back as the seventeenth century attempts were made to distil mineral oil from certain kinds of stone, including such oil shales, but not until the middle of the nineteenth century were any real advances made in this direction.
To-day the Scottish shale oil industry is a vast undertaking, hundreds of thousands of tons of shale being mined and retorted every year. The products from this shale include motor spirit, naphtha, fuel oil, lamp oil, paraffin wax, candles, ammonium sulphate and paraffin coke, a smokeless fuel. Between 1840 and 1850 the need for oils for all purposes was being keenly felt, and the materials then available for candle making left much to be desired. James Young, a Glasgow chemist employed in Manchester, began to investigate the possibility of supplying these needs by refining natural mineral oil. A flow of such oil — rather more abundant than usual — was discovered in a coal mine in Derbyshire.
From this supply James Young succeeded in obtaining various products which found a market in the cotton mills of Lancashire, but as the demand increased the supply dwindled until, finally, it disappeared altogether.
Investigations were immediately carried out, however, with a view to finding some particular type of coal from which similar oil could be produced. Suitable coal was found near Bathgate (West Lothian), and works were built there for its treatment.
The coal, known as Boghead Parrot Coal or Torbanehill Mineral, was of an uncommon nature, and the supply proved to be so limited that it was exhausted in ten years. Once more a new material had to be sought, and it was finally discovered a few miles east of Bathgate, in the oil shale of Midlothian and West Lothian. This oil shale yielded less oil than the Boghead coal, but it was far more abundant and much cheaper, so that it permitted a considerable expansion of the industry. By 1865 there were more than a hundred works in operation, using the oil shales of the Lothians and the cannel shales of the coal measures.
Soon after the industry had started there was some fierce competition from the United States. Petroleum had been discovered in Pennsylvania, and its products began to appear on the British market, causing, for the moment, great difficulties for the many concerns operating in Great Britain.
Means were devised to improve the Scottish processes, and from then onwards the industry expanded steadily. Some years ago the output of oil shale reached a figure of more than 3,000,000 tons a year, and the operations of mining the shale and of manufacturing products from it supported some 40,000 people in the shale district; but fresh difficulties in recent years have had the effect of restricting operations, although conditions are now better.
The industry is of great importance as an employer of labour and as the source of many products not otherwise obtainable in Great Britain. Foreign competition caused a fall in the value of burning oil, and greater attention was, therefore, given to lubricating oil, paraffin wax and the other products.
At present the output is drawn from thirteen mines. The crude oil is distilled in five crude oil works, and the products are refined in one great central refinery situated at Pumpherston, Midlothian. There are also two works which produce sulphuric acid, one candle factory and one coal mine.
Oil shale is mined by methods similar to those applied to coal, with various modifications due to the greater thickness of the shale seams and to the steep angles at which they lie. Sometimes they are twelve or fourteen feet thick, and generally they have been bent and broken by movement of the Earth’s surface in the past.
Considerable difficulty in mining is often encountered. Sometimes the seams are cut off altogether by a fault, or fracture in the earth’s crust, and they can be found again at some other level only after extensive search by tunnels driven through the rock.
To compensate for these difficulties, however, it sometimes happens that a seam comes to the surface, and mining may be carried out without sinking vertical shafts. Such easy places are becoming scarce nowadays, as mining has been going on for many years. Many of the deeper deposits are now mined through shafts 700 feet deep, and the workings from the feet of the shafts follow the seams down to even greater depths. Some of the miners work 1,200 feet below the surface.
Shale Mined by Blasting
The normal procedure adopted in mining shale is to drive a series of tunnels in the seam, roughly at right angles to one another, from the bottom of the vertical shaft to the boundary of the area. These tunnels cut up the seam into squares which are left intact to support the roof until the boundary has been reached. Then, beginning from the farthest point, each square is reduced in area by driving a tunnel through it. The smaller areas are then worked until, ultimately, the overlying beds are left without support, and they collapse and fill up the open space.
Oil shale is dark brown or black in colour. It has a laminated structure and is extremely tough. For this reason it is mined entirely by blasting, shot-holes being bored in suitable positions with hand drills. The shale, once it has been detached from its natural bed, is loaded into small wagons and taken out to the main “roads”. Mechanical haulage draws the wagons along these roads to the bottom of the pit, whence they are taken to the surface in a steel cage.
The vertical shafts are normally circular, lined with brick, and about fifteen feet in diameter. Two steel cages travel up and down in each shaft for the conveyance of men and materials. The main roads at the pit bottom are walled and arched with brick, which gives them a general atmosphere of permanency, and they are expected to be in use for many years. They are electrically lighted, and electricity also operates underground machinery for hauling and pumping. The winding engines at the pithead may be worked either by steam or by electricity.
From the surface the shale is taken along a narrow-gauge railway to the retorting plant. Here the shale is broken up by being passed between heavy steel rollers with strong teeth. In pieces about the size of a man’s fist it is fed to retorts. When heated, it yields vapours which, on cooling, form crude oil and ammonia water.
THE SIDE OF A RETORT BENCH in which oil is extracted from the shale. Four retorts are enclosed in one furnace and about sixteen furnaces built end to end, form a bench. Shale is fed into the top and the spent material is discharged from the bottom of the retorts. The spent shale is hauled up to the hills of waste material in steel wagons by an endless rope system of haulage.
The retorts used for this process consist of a large number of vertical tubes, each about 30 feet long and 2 feet in diameter. Sets of four retorts are enclosed in a furnace in a substantial brick structure, and about sixteen such furnaces are built end to end to form a “bench”. The shale is delivered at the top of such a bench in wagons specially shaped for facilitating quick discharge into steel hoppers which give a continuous supply of shale to each retort.
The retorts are built of firebrick at the bottom — where the temperature is high — and of cast iron at the top. As the shale passes steadily downwards it gives up, at the moderate temperature in the iron zone, vapours of oil and ammonia; then, in the hotter zones below, further quantities of ammonia are released, and the carbon remaining in the shale is converted into producer gas by steam blown in at the bottom of the retort. This combines with nitrogen to form ammonia, and with carbon to form producer gas, and also serves to carry the vapours out of the retort before they can suffer by contact with the hot sides.
Each retort holds four or five tons of shale, which takes about twenty-four hours to pass through, being kept in continuous downward motion, always exposed to the action of heat and steam. The maximum temperature inside the retort is about 1,400 degrees Fahrenheit. The vapours are withdrawn from the top of each retort by centrifugal fans or exhausters, and conveyed through big pipes to great stacks of condensers where oil and water condense, the water dissolving the ammonia. The mixture of oil and ammonia water is separated, and the two products are passed to separate tanks. Uncondensed gas passes on for further treatment. Spent shale is periodically discharged from the bottom of the retorts, and is removed in small steel trucks by endless rope haulage.
The gas which emerges from the condensers contains valuable light spirit and some ammonia. To recover these it is passed through tall steel towers or “scrubbers”, in which it is exposed to a spray of water which absorbs the ammonia and then to a spray of oil which extracts the spirit. The gas that remains is returned to the retorts, and is used as fuel for heating them. In some circumstances the whole operation is self-supporting, the shale supplying the fuel. When, however, the shale does not yield sufficient gas, producer gas which is made from coal is used to supplement it.
The crude oil, dark green in colour, and solid in cold weather, is warmed and run into railway tank wagons which take it by rail to the Pumpherston refinery. The oil which has absorbed the light spirit in the scrubber tower is now stripped of this spirit by distillation, and after the process of cooling it is used again, a continuous circulation being maintained. The light spirit or naphtha is sent to the refinery.
The spent shale is by no means a waste product, as excellent building bricks are made from it, and the manufacture of other products is being studied. As the non-volatilizable matter is some 70 to 80 per cent of the mineral brought from the mines, its use for other purposes would retard or even obviate the accumulation of heaps near the works.
MINING FOR SHALE is carried out by the use of explosives, for the substance is extremely tough. After a blast the miners load the shale into wagons, which are hauled to the vertical shaft. Some shafts are 700 feet deep, and workings from the shaft follow the seams down to depths as great as 1,200 feet.
The power plant at a typical oilworks consists of a boiler house and electrical generators. Six boilers, with an evaporating capacity of 90,000 lb. an hour, supply steam at a pressure of 160 lb. per square inch. The electrical plant consists of three alternators, each with an output of 500 kilowatts at 3,300 volts. The exhaust steam from the power plant is used in the shale retorts. Ammonium sulphate is made at the oilworks by boiling off the ammonia from the ammonia water, and bringing it into contact with sulphuric acid. The ammonia water is made to flow down a steel tower containing numerous horizontal trays, in which it meets an ascending current of steam. The gas released by the steam passes into a lead-lined vessel containing sulphuric acid, and the ammonium sulphate settles as white crystals on the conical bottom.
From this they are removed by a steam jet, drained and dried, and then packed in bags for dispatch to all parts of the world. The steam and ammonia vapours are recovered for use in the manufacture of high explosives and so forth. The solid ammonium sulphate is used mainly as a fertilizer.
Pumpherston is now a refinery, but when the works were built in 1883 oil shale mined in an estate close by was retorted there also. In 1925 the mines were closed down and retorting was discontinued.
The refinery now deals with crude oil and light spirit from five crude oil works, and attention is concentrated on motor spirit, solvent naphthas, diesel oil and paraffin wax. (Solvent naphthas are used extensively in such industries as paint making and rubber manufacture.) When the crude oil has arrived at the refinery it is discharged from the railway tank wagons and pumped into storage tanks, from which it flows to the stills. These are of two types — the continuous boiler stills and what are known as pot or coking stills.
Squeezed by Hydraulic Pressure
The continuous stills resemble Lancashire steam boilers without internal flues, and are connected in series, each being maintained at a definite temperature. The crude oil passes from one to the other, yielding a particular product in its passage through each still. The residue goes to the coking stills, from which other distillates are obtained at higher temperatures. At the first treatment the crude oil is split into heavy naphtha, crude distillate (which receives further treatment and constitutes some 95 per cent of the crude oil), shale resin and coke.
The shale resin is sold for use in making waterproof roofing materials and for similar purposes, and the coke is particularly suitable for making electrodes for electric furnaces, as it contains less than one half of one per cent of ash. The crude distillate is treated with sulphuric acid and caustic soda solution, and then distilled a second time. The second distillation yields crude burning oil, heavy oil containing paraffin, and coke of a type suitable for use as a household fuel. The crude burning oil can be refined and marketed in several grades to suit a variety of purposes, such as for domestic and power use, for lighthouse lanterns and railway signals and for naval and military requirements.
The heavy oil containing solid paraffin contains all the paraffin wax, and it is chilled to such a temperature that the wax crystals separate, after which they can be filtered out and purified. An interesting process is used, the oil being passed through a series of horizontal pipes set within large pipes through which chilled brine is flowing.
BUILDING BRICKS of excellent quality are made from spent shale. After investigations carried out to find uses for the spent shale which disfigured the countryside, a brick-making plant was installed at Pumpherston. This has proved successful and other uses for the spent shale are being investigated.
The wax crystals are deposited on the walls of the inner tubes, from which they are removed by revolving scrapers and sent along in the stream of oil. The tall stacks in which these coolers are grouped are generally enveloped in a mass of ice derived from the moisture of the air. The chilled oil, now loaded with wax crystals, passes through filter presses in which the oil is deposited on canvas sheets, from which it is discharged in square, brittle cakes which are wrapped in canvas and placed between steel grids, so that the remaining oil may be squeezed out by hydraulic pressure.
Careful heat treatment, or “sweating”, removes colouring matter and further traces of oil, and the process is carried just far enough to ensure that the remaining wax shall be of the desired quality.
The wax, in the molten state, is then passed through a column of fuller’s earth, which removes the last traces of colour. The pure white wax is then cooled in large slabs, packed in bags and cases and sent off to the candle works or to the numerous concerns which use it for the manufacture of matches, waterproof papers, electrical insulation and many other purposes.
As scarcely anything is ever classed as a waste product in an oil refinery, the oil from which the wax has been separated is used for yet another purpose. It is converted into motor spirit by distillation under pressure, using the “cracking” process which is described in the chapter “The Story of Oil”. This process, although it has been developed on a huge scale in recent years, is based on principles first applied in Scotland more than seventy years ago.
Crude cracked spirit, known as “pressure distillate”, is treated with acid and caustic soda to remove colour and gum-forming bodies. This treatment is given by a method known as continuous pump orifice washing, in which the spirit and the reagent are made to change direction frequently at high velocity by being forced through jets that impinge on one another.
Finished cracked spirit is colourless and stable during long periods of storage. The types of spirit recovered at various stages of the refining process have different volatilities and different “anti-knock” values, and to produce a fuel suitable for the modern motor engine a blend is prepared. This blend is specially adjusted to meet the current needs of the market. A definite standard is laid down, and the quality of the output of the blend is checked every day by a central laboratory in which a large staff of qualified chemists is employed.
Petrol pumps bearing the word “Scotch” may be seen in all parts of Scotland, and all the petrol sold from these pumps has been manufactured from Scottish shale.
Supply Almost Inexhaustible
The interesting feature of the Scottish shale industry is that in its latter stages it follows more or less closely the practices current in oil refineries in other parts of the world. Many of these processes originated in the Scottish works. The industry does not start, however, in an oilfield — its origin resembles that of a coal mine more than anything else.
From the age-old shales, hundreds of feet below ground, come eventually the same products as are extracted from the oil that gushes from the earth in Iran and Iraq. The output is not great, but the supply appears to be almost inexhaustible. This industry offers unique opportunities to the chemist and to the engineer, who by their ingenuity can split an apparently useless product into a bewildering range of commodities that find their way into the hands of almost every member of the community.
Paints, oilcloth, rubber, tapers, matches, fuels for cars, aircraft and ships, preservatives, insulating materials and safety devices of many kinds—all may contain at least one of the products of the Scottish shale industry.
BRICK-MAKING PLANT at Pumpherston, Midlothian. The bricks made from spent shale have a crushing strength of about 3,500 lb. per sq. in. A wide range of products — from bricks to petrol — is made from Scottish shale, the shale itself often supplying the fuel for the whole manufacturing process.






 he spent shale is by no means a waste product, as excellent building bricks are made from it, and the manufacture of other products is being studied. As the non-
he spent shale is by no means a waste product, as excellent building bricks are made from it, and the manufacture of other products is being studied. As the non-
 aints, oilcloth, rubber, tapers, matches, fuels for cars, aircraft and ships, preservatives, insulating materials and safety devices of many kinds—all may contain at least one of the products of the Scottish shale industry.
aints, oilcloth, rubber, tapers, matches, fuels for cars, aircraft and ships, preservatives, insulating materials and safety devices of many kinds—all may contain at least one of the products of the Scottish shale industry.